La humedad residual influye en el poliéster PET durante el procesamiento, aunque sobre todo durante la comprobación. Aquí, la humedad residual puede provocar la degradación del material que puede apreciarse en el aumento del valor del índice de fusión. Para explicar la influencia de la humedad residual sobre el índice de fusión, el siguiente diagrama muestra la evolución típica del valor del índice de fusión con el contenido de humedad para dos tipos de PET convencionales.
Con un contenido de humedad bajo, un material ya alcanza el estado de equilibrio antes del 0,035 %, mientras que con el otro material aún sigue existiendo aquí un aumento reducido y el nivel constante no se alcanza hasta por debajo del 0,02 %. No obstante, el aumento se ha reducido tanto que con la medición también se puede confirmar un valor límite superior del 0,035 % para el contenido de humedad durante la medición del índice de fusión.
En general aumenta la dependencia de la humedad residual con el aumento del contenido de humedad. Por ello, un secado incorrecto o insuficiente de las muestras da lugar a un aumento de la inseguridad de medición, porque el resultado depende cada vez más de pequeños cambios en la humedad residual. Los ejemplos muestran que solamente el secado hasta un contenido de humedad residual por debajo del 0,035 % puede llevar a resultados reproducibles. En lugar de un horno separado, también pueden utilizarse higrómetros como Aquatrac® o HydroTracer® para el secado hasta un contenido de humedad residual definido.
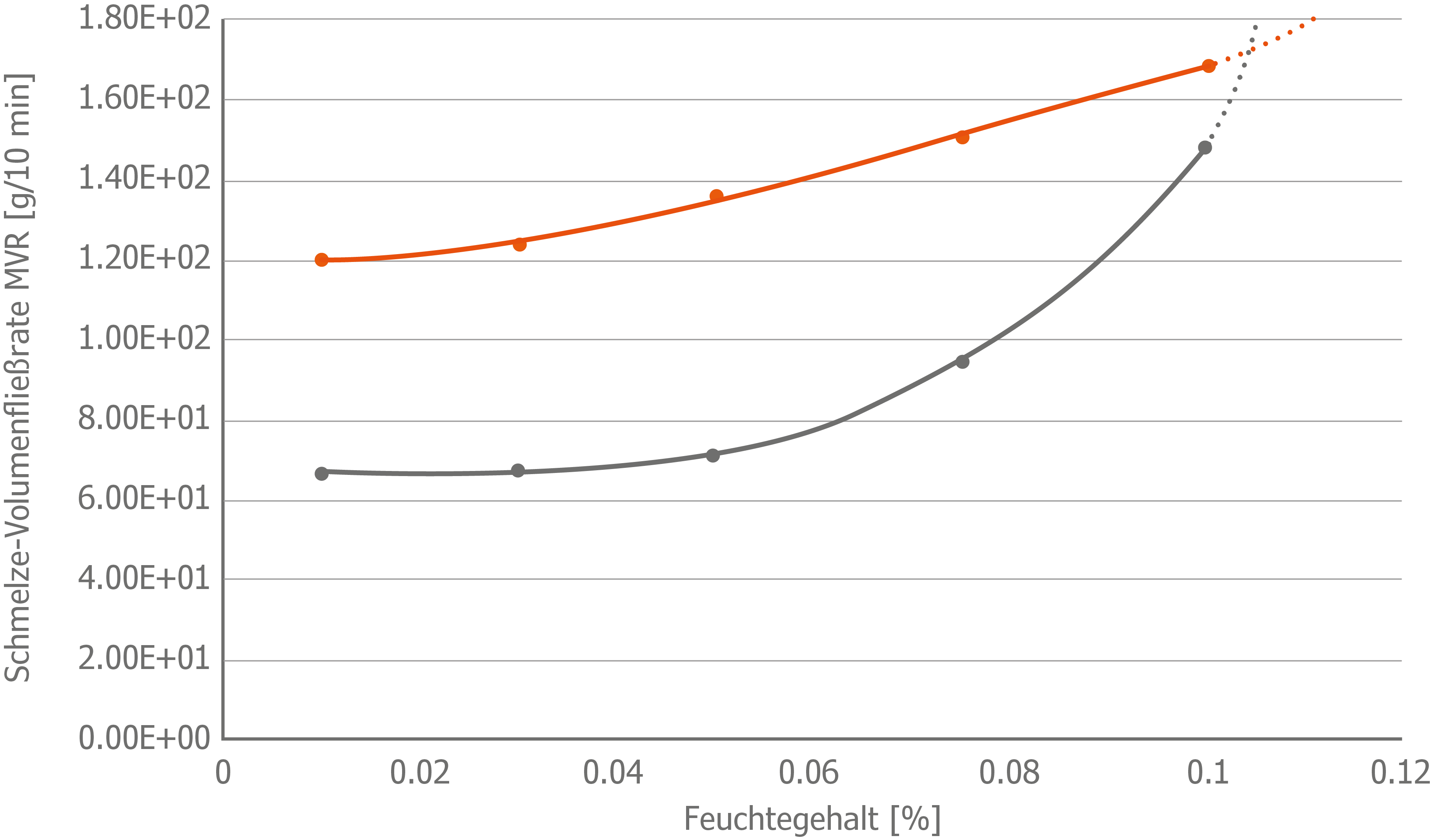 [Translate to Spanisch:] Bild 1:
Typischer Verlauf des Schmelzindex-Wertes über dem Feuchtegehalt für zwei handelsübliche PET-Materialien
[Translate to Spanisch:] Bild 1:
Typischer Verlauf des Schmelzindex-Wertes über dem Feuchtegehalt für zwei handelsübliche PET-Materialien
Tratamiento de polímeros sensibles a la humedad
Para la comprobación reológica de plásticos es imprescindible la realización de tratamiento previo correcto. La humedad residual influye de forma decisiva en el resultado del ensayo, especialmente en los materiales sensibles a la humedad.
Para un secado suficiente, primero es decisiva la elección del horno de secado correcto. Los hornos de vacío o los hornos de convección son adecuados para ello. Los hornos de convección deben operarse con aire seco. Los hornos de vacío están mejor indicados en este caso que los hornos de convección, ya que durante el proceso de secado no hay oxígeno que provoca la oxidación del material. Para reducir el tiempo de secado, puede utilizarse aquí una corriente de nitrógeno para mejorar la convección.
Además de la elección del horno adecuado, el tiempo y la temperatura son decisivos para el secado. La temperatura de secado abarca desde 80 °C (PA, ABS), pasando por 100 °C (PC) y hasta 120-160 °C (PET) y se indica, al igual que el tiempo, por el fabricante. El tiempo de secado se rige de acuerdo con el horno utilizado. El tiempo en los hornos de vacío puros tiene generalmente el doble de duración comparado con los hornos combinados con nitrógeno o en el horno de convección. Normalmente los tiempos de secado en el horno de vacío oscilan entre 8 y 12 horas, dependiendo del material. El secado a temperaturas muy altas puede provocar el efecto de condensación final del material en particular para PA y PET, haciendo que el peso molecular se desplace a valores más altos y el índice de fusión se desplace a valores más bajos que el original.
La humedad residual deberá comprobarse después del secado mediante una medición de humedad, sobre todo si los datos se utilizan para realizar ensayos comparativos. La humedad residual debe ser inferior al 0,035 % para PA y PET.
Resumen