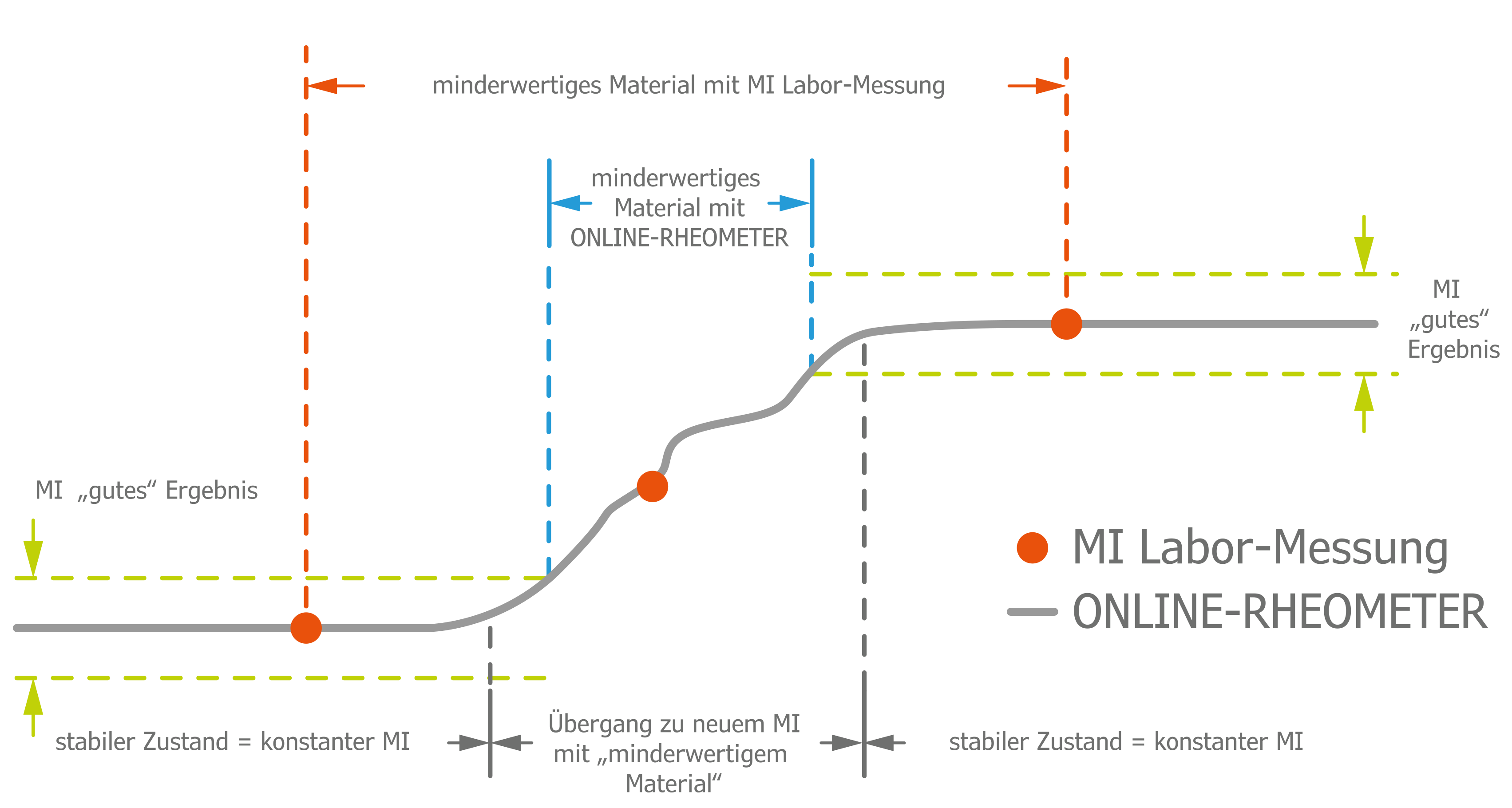
El procesamiento de polímeros o la composición de polímeros se controlan a menudo mediante los denominados como REÓMETROS ONLINE que son indispensables para el control del proceso en tiempo real. Para la comprobación de la fluidez del polímero, además de las mediciones de la viscosidad de las masas fundidas de polímero, se realizan sobre todo mediciones del índice de fluidez de la masa fundida (MFR) y del índice de fluidez en volumen de la masa fundida (MVR). Para garantizar una selectividad alta durante los cambios del material, es necesaria una buena reproducibilidad y precisión de las mediciones.
El siguiente diagrama muestra las modificaciones del material durante el procesamiento de polímero.
Requisitos para mediciones de alta precisión
Los REÓMETROS ONLINE de GÖTTFERT son sinónimo de mediciones con una alta precisión y exactitud. Por ello, se recomienda realizar un mantenimiento y una calibración periódicos del reómetro y es un requisito para los datos mencionados en el siguiente capítulo.
Calibración periódica necesaria:
Influencia externa de la inseguridad de medición
Las mediciones de reología online con el reómetro de GÖTTFERT se realizan de dos modos:
Estos dos métodos de operación se ven influidos por diferentes reproducibilidades y precisiones.
En general, la inseguridad de medición se ve influida por:
La inseguridad del reómetro se da por la resolución del sistema de regulación de la temperatura, las geometrías y la resolución de los accionamientos. La contribución del equipo es baja en comparación con otros factores de influencia.
La incertidumbre del material depende de la estabilidad y del patrón de flujo, como el resbalamiento de pared o las inestabilidades.
Algunos materiales poliméricos se degradan fácilmente, especialmente si no están estabilizados o reticulados. Estos materiales presentarán una reproducibilidad y una precisión más bajas que el material estable. Por otro lado, algunos materiales presentan patrones de flujo o inestabilidades de flujo. Estos materiales muestran además una variación mayor en los resultados de medición y una precisión menor que los materiales sin patrón de flujo. La contribución del material a la incertidumbre del material es uno de los parámetros principales.
Las condiciones ambientales son el tercer parámetro que influye en la incertidumbre del material. En particular la corriente de aire puede provocar grandes fluctuaciones en la medición y dar lugar a una precisión baja. Las protecciones adicionales especiales pueden minimizar el efecto del viento.
Ejemplos de mediciones de alta precisión
A continuación se presentan respectivamente dos ejemplos para mediciones de la viscosidad y de MFR que se han realizado con carga RTS por una extrusora de laboratorio (ALR-R), como se representa en la figura 1.
Aquí está presente sobre todo la incertidumbre del equipo. La influencia del material es baja, ya que los materiales utilizados son muy estables y no se produce ningún cambio por degradación o reticulación.
 [Translate to Spanisch:] Abbildung 1: ALR-R bestehend aus 1"Laborextruder-Beschickung RTS-Extruder
[Translate to Spanisch:] Abbildung 1: ALR-R bestehend aus 1"Laborextruder-Beschickung RTS-Extruder
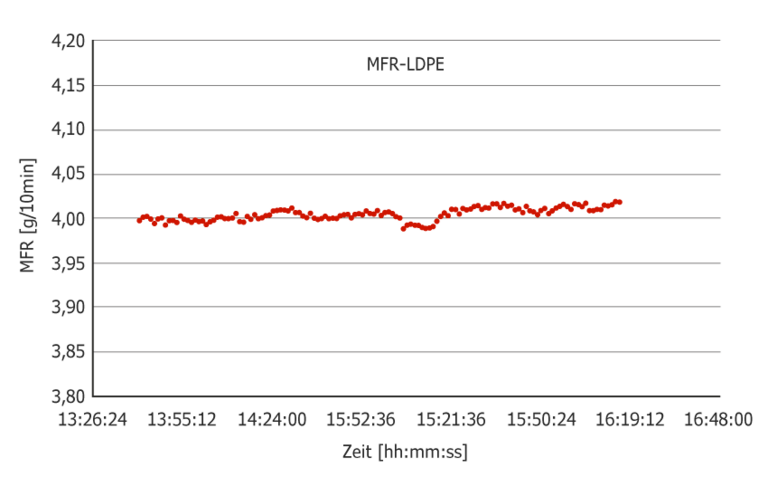
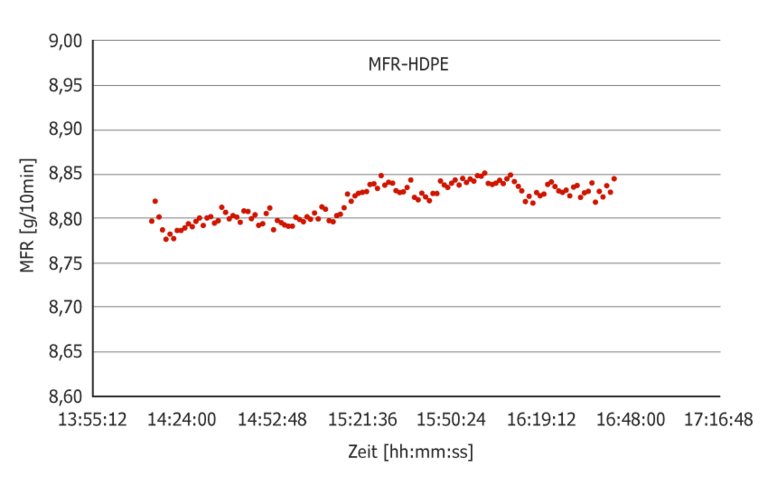
| Valor medio de MFR | 3,995 [g/10min] | Valor medio de MFR | 8,819 [g/10min] |
| Desv. est. | 0,008 [g/10min] | Desv. est. | 0,020 [g/10min] |
| Coef. variación | 0,196 [%] | Coef. variación | 0,223 [%] |
| MFR máx. | 4,014 [g/10min] | MFR máx. | 8,851 [g/10min] |
| MFR mín. | 3,981 [g/10min] | MFR mín. | 8,777 [g/10min] |
| Coef. variación abs. | 0,418 [%] | Coef. variación abs. | 0,424 [%] |
| Valor de laboratorio | 4,0 [g/10min] | Valor de laboratorio | 8,821 [g/10min] |
| Desv. | 0,125 [g/10min] | Desv. | 0,022 [g/10min] |
Tabla 1: Reproducibilidad y precisión de la medición de MFR de LDPE con un ciclo de funcionamiento de 2,5 h (izquierda) y de HDPE con un ciclo de funcionamiento de 2 h (derecha)
La tabla 1 muestra un funcionamiento continuo de la medición de MFR para un LDPE y un HDPE con una reproducibilidad alta y una precisión alta conforme al valor de laboratorio. Los datos muestran una capacidad del reómetro online "RTS" de GÖTTFERT y las condiciones ambiente constantes con materiales no presentan reticulaciones o degradación ni inestabilidades de flujo.
 [Translate to Spanisch:] LDPE 2,5 h Durchlauf
[Translate to Spanisch:] LDPE 2,5 h Durchlauf
 [Translate to Spanisch:] HDPE 2 h Durchlauf
[Translate to Spanisch:] HDPE 2 h Durchlauf
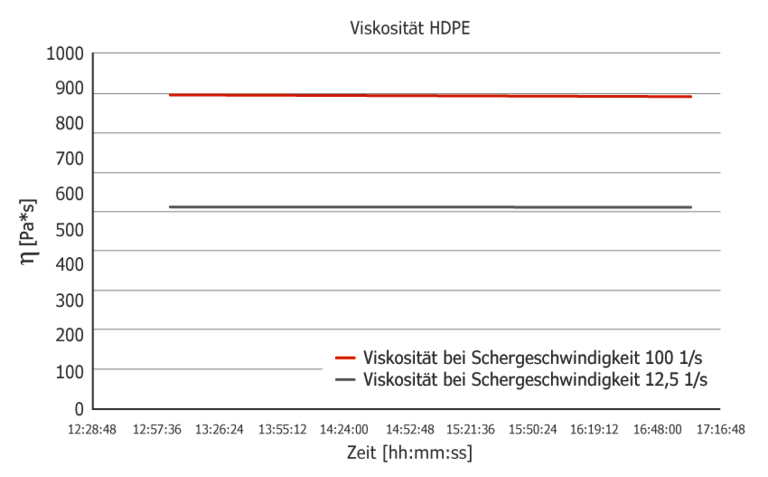
Los materiales se comprueban también en el modo de viscosidad en el rango de la velocidad de cizalla media en la zona de transición entre el plateau newtoniano y el rango de la dilución por cizallamiento con una velocidad de cizalla de 100 1/s y 12,5 1/s. La zona de transición permite la caracterización selectiva de polímeros.
La tabla 2 y 3 muestran datos para la viscosidad de la velocidad de cizalla de 100 1/s y 12,5 1/s. La medición muestra valores aún más consistentes que la medición de MFR.
| Valor medio de viscosidad | 565,153 [Pas] | Valor medio de viscosidad | 877,215 [Pas] |
| Desv. est. | 0,222 [Pas] | Desv. est. | 0,991 [Pas] |
| Coef. variación | 0,039 [%] | Coef. variación | 0,113 [%] |
| Viscosidad mín. | 564,641 [Pas] | Viscosidad mín. | 874,946 [Pas] |
| Viscosidad máx. | 566,090 [Pas] | Viscosidad máx. | 879,728 [Pas] |
| Coef. variación abs. | 0,128 [%] | Coef. variación abs. | 0,273 [%] |
Tabla 2: Medición de la viscosidad de una velocidad de cizalla de 100 1/s (izquierda) y 12,5 1/s (derecha) en un ciclo de funcionamiento de 4 h
 [Translate to Spanisch:] HDPE Schergeschwindigkeit 100 1/s und 12,5 1/s eines 4 h Durchlaufs
[Translate to Spanisch:] HDPE Schergeschwindigkeit 100 1/s und 12,5 1/s eines 4 h Durchlaufs
| Valor medio de viscosidad | 552,244 [Pas] | Valor medio de viscosidad | 1579,882 [Pas] |
| Desv. est. | 0,269 [Pas] | Desv. est. | 4,623 [Pas] |
| Coef. variación | 0,049 [%] | Coef. variación | 0,293 [%] |
| Viscosidad mín. | 551,607 [Pas] | Viscosidad mín. | 1573,665 [Pas] |
| Viscosidad máx. | 552,778 [Pas] | Viscosidad máx. | 1589,462 [Pas] |
| Coef. variación abs. | 0,106 [%] | Coef. variación abs. | 0,500 [%] |
Tabla 3: Medición de la viscosidad de una velocidad de cizalla de 100 1/s (izquierda) y 12,5 1/s (derecha) en un ciclo de funcionamiento de 2 h
La medición durante el procesamiento de polímeros o la composición de polímeros requiere una selectividad alta del material para alcanzar una buena reproducibilidad y precisión. Los factores principales que influyen en la reproducibilidad y la precisión están condicionados por el material y por las condiciones ambiente. Las mediciones de la viscosidad y de MFR se presentan con un nivel alto de reproducibilidad de medición y precisión para un material estable bajo condiciones ambiente consistentes.
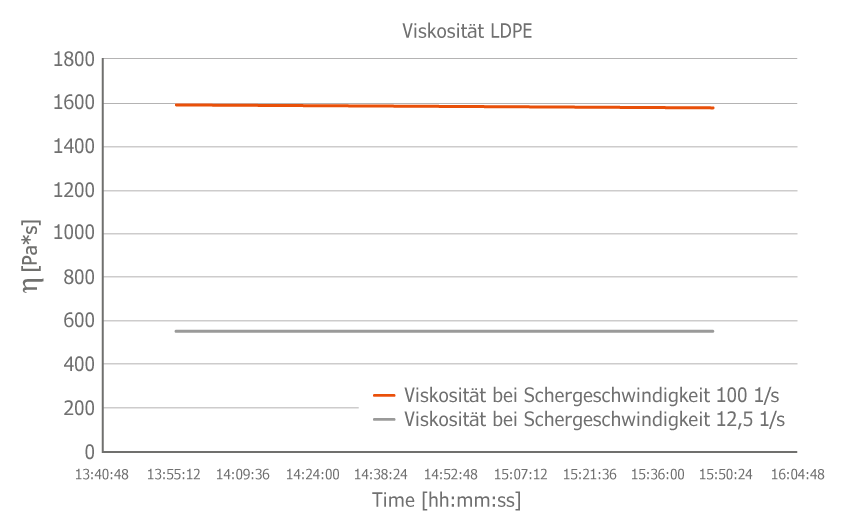 [Translate to Spanisch:] LDPE Schergeschwindigkeit 100 1/s und 12,5 1/s eines 4 h Durchlaufs
[Translate to Spanisch:] LDPE Schergeschwindigkeit 100 1/s und 12,5 1/s eines 4 h Durchlaufs