Las mediciones reológicas de caucho se realizan principalmente con el viscosímetro de Mooney (MV), el reómetro de troquel móvil (MDR, Moving Die Rheometer) o el analizador de procesamiento de caucho (RPA, Rubber Process Analyzer). Debido al comportamiento no lineal de los materiales, a menudo no es posible la aplicación o la transmisión de los valores a los valores en el área del procesamiento, incluso también con un RPA. Más bien, la transmisión de los valores es en gran medida errónea debido a la falta de selectividad. Por lo demás, los efectos tixotrópicos no se tienen en cuenta en la comprobación. No obstante, para el procesamiento de caucho, como la extrusión de caucho o el moldeo por inyección de caucho, estos siempre se plastifican previamente. Los materiales de caucho contienen además ceras y plastificantes que dan lugar a un comportamiento deslizante durante el procesamiento. Estos efectos no se tienen en cuenta por los equipos de ensayo de caucho convencionales, como los viscosímetros de RPA, de MDR o de Mooney. Si los efectos tixotrópicos no se tienen en cuenta en los ensayos de caucho, se detectará con frecuencia un comportamiento de procesamiento incorrecto al principio de la producción. Esto puede dar lugar a un fallo de la producción y a un rechazo del material.
En la simulación de flujo de herramienta, el hecho de no tener en cuenta los efectos tixotrópicos en el comportamiento de flujo del caucho puede provocar la previsión incorrecta de herramientas o de tiempos de puesta en marcha largos y costosos para nuevos productos.
Además del caucho, para las mezclas en seco de PVC también es necesaria una plastificación antes del uso del material para mezclar el material en polvo. Aquí, para la comprobación convencional es necesaria al menos una plastificación determinada en una extrusora de tornillo sin fin simple o doble. La medición de una curva de flujo bien definida utilizando una extrusora es posible, ya que el tiempo de permanencia para cada conjunto de velocidad cambia para conseguir la curva de flujo. En este caso, la CONTIFEED ofrece la posibilidad de reducir el trabajo de ensayo y permite además una plastificación del material definida que tiene lugar directamente antes de la medición.
La Contifeed es una combinación de una extrusora de laboratorio pequeña de 20 mm de longitud con 10D o 25D o un reómetro capilar de un canal o de dos canales.
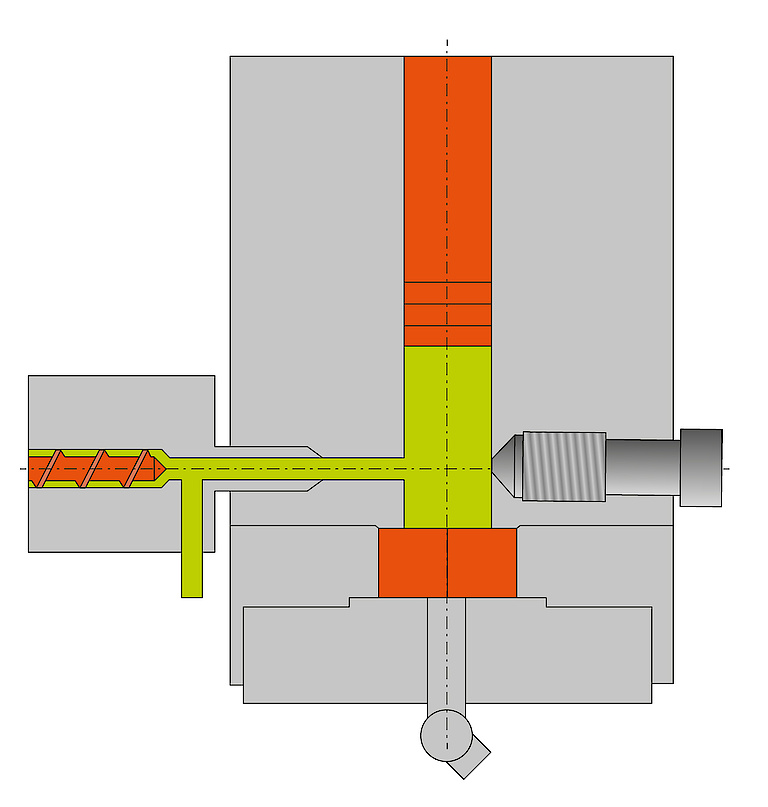 [Translate to Spanisch:] Abbildung 1: Prinzip CONTIFEED
[Translate to Spanisch:] Abbildung 1: Prinzip CONTIFEED
La extrusora, denominada CONTIFEED, está conectada con el reómetro capilar mediante una derivación directamente a través de la boquilla. La estructura permite la plastificación del material con diferentes contrapresiones, que se generan por el reómetro capilar.
La válvula de derivación automática permite una rutina de llenado y de medición totalmente automática.
Debido a la alimentación totalmente automática del canal, se puede reducir el tiempo de permanencia en un 50 %. En la figura 1 se representa el principio del equipo. Aquí se ha conectado la extrusora de laboratorio a un reómetro capilar de dos canales. En esta instalación se llenan ambos canales simultáneamente a través de la extrusora. Mediante el uso de diferentes boquillas con diferentes longitudes pueden realizarse directamente las correcciones necesarias, como la corrección de Bagley para la pérdida de presión de entrada.
Debido a la acción de "desenredar" las cadenas de polímeros, los polímeros cambian su comportamiento reológico por plastificación y, por esta razón, deben plastificarse en particular los materiales como el PVC y los elastómeros de forma correspondiente antes del procesamiento. La CONTIFEED permite la plastificación antes de las mediciones de la viscosidad con un reómetro capilar.
La figura 2 muestra la influencia de la plastificación sobre el tiempo de permanencia. Se puede lograr un ahorro de tiempo de hasta el 50 %.
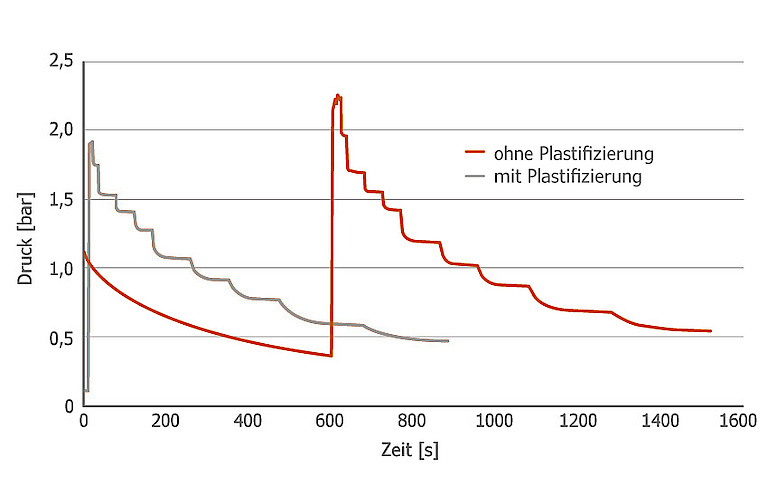 [Translate to Spanisch:] Abbildung 2: Reduzierung der Verweilzeit beim Ausgleich des Druckprofils durch
die Plastifizierung durch den Speise-Extruder ∅ 20mm/10D
[Translate to Spanisch:] Abbildung 2: Reduzierung der Verweilzeit beim Ausgleich des Druckprofils durch
die Plastifizierung durch den Speise-Extruder ∅ 20mm/10D
La figura 3 muestra la influencia de la plastificación sobre la viscosidad de un compuesto de SBR llenado con aceite alto. Los datos se aproximan mediante el modelo de Ostwald-de-Waele (ley de potencias). Los coeficientes del modelo de Ostwald-de-Waele se indican en la tabla 3. La plastificación no tiene ninguna influencia sobre los coeficientes de la ley de potencias, pero el nivel de viscosidad muestra una diferencia de aproximadamente el 10 %.
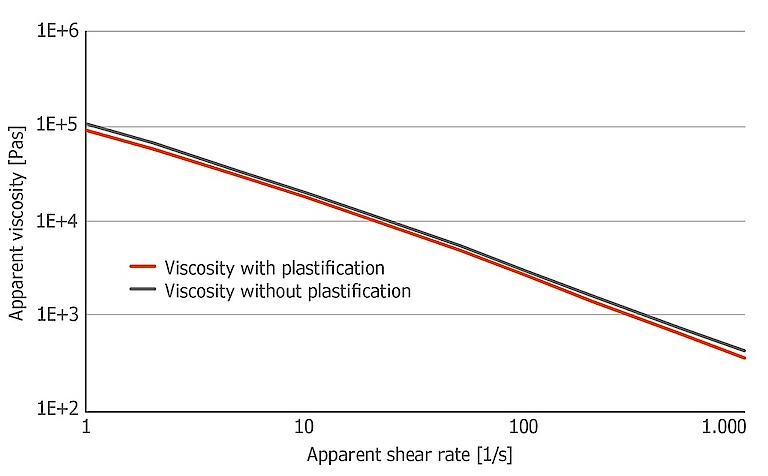 [Translate to Spanisch:] Abbildung 3: Einfluss der Plastifizierung durch den Speise-Extruder ∅ 20mm/10D auf die scheinbare Viskosität
[Translate to Spanisch:] Abbildung 3: Einfluss der Plastifizierung durch den Speise-Extruder ∅ 20mm/10D auf die scheinbare Viskosität
 [Translate to Spanisch:] Tabelle 1: Ostwald de Waele Parameter
[Translate to Spanisch:] Tabelle 1: Ostwald de Waele Parameter
Para el análisis de la influencia de la plastificación por la CONTIFEED, se representan los resultados de medición del reómetro capilar con plastificación por la CONTIFEED y sin ella. Se realizaron al corrección de Bagley (pérdida de presión de entrada) y la corrección de Rabinowitsch-Weissenberg. La figura 4 muestra la influencia de la plastificación sobre un compuesto de neumáticos, en la que puede observarse una modificación elevada de la viscosidad corregida y una influencia más reducida sobre la viscosidad de alargamiento. Mediante la plastificación cambia la viscosidad en hasta un 35 % y la viscosidad de alargamiento en hasta un 18 %.
La figura 4 muestra la influencia de la plastificación sobre un compuesto de neumáticos, en la que puede observarse una modificación elevada de la viscosidad corregida y una influencia más reducida sobre la viscosidad de alargamiento. Mediante la plastificación cambia la viscosidad en hasta un 35 % y la viscosidad de alargamiento en hasta un 18 %.
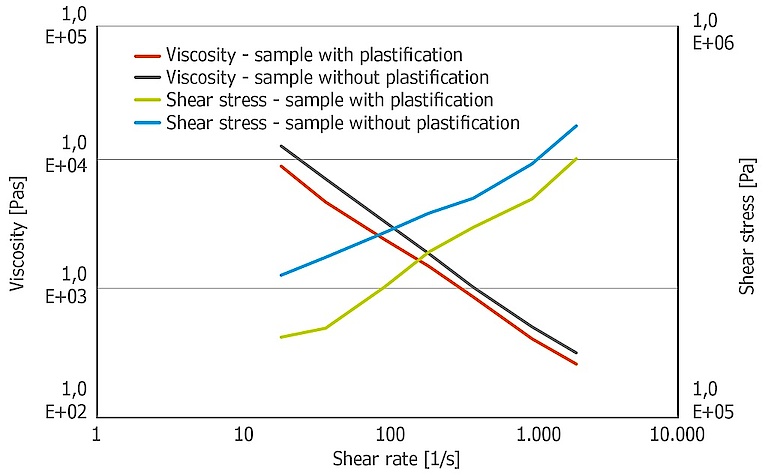 [Translate to Spanisch:] Abbildung 4 (1)
[Translate to Spanisch:] Abbildung 4 (1)
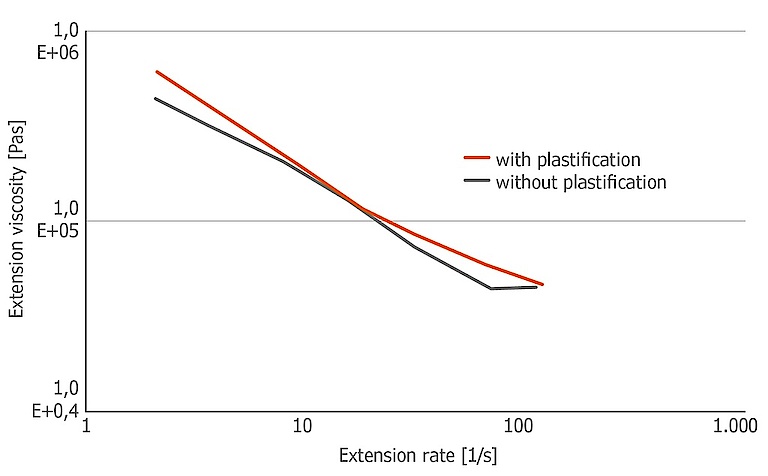 [Translate to Spanisch:] Abbildung 4 (2)
[Translate to Spanisch:] Abbildung 4 (2)
La figura 5 muestra otro ejemplo para la influencia de la plastificación sobre un compuesto de neumáticos, en la que pueden observarse una modificación fuerte de la viscosidad corregida y una influencia más baja sobre la viscosidad de alargamiento. Para este ejemplo, la plastificación genera con el 5 % solo una modificación reducida de la viscosidad, pero con un 54 % genera una gran modificación de la viscosidad de alargamiento.
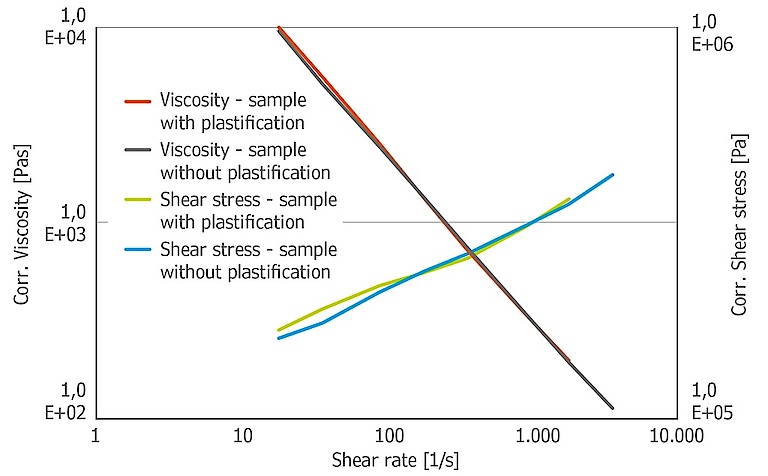 [Translate to Spanisch:] Abbildung 5 (1)
[Translate to Spanisch:] Abbildung 5 (1)
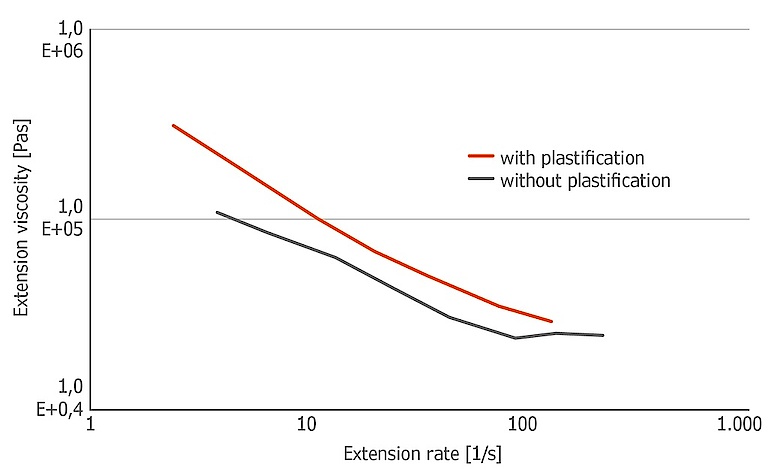 [Translate to Spanisch:] Abbildung 5 (2)
[Translate to Spanisch:] Abbildung 5 (2)
Estos ejemplos muestran que la plastificación no solo se puede tener en cuenta por un desplazamiento de la viscosidad y de la viscosidad de alargamiento, ya que también cambia el comportamiento de dilución por cizallamiento. Además, la influencia sobre la viscosidad y la viscosidad de alargamiento para los materiales puede ser totalmente diferente. Los datos reológicos obtenidos producen una pérdida de presión más reducida en los canales de flujo rectos largos y pequeñas diferencias en las zonas convergentes del material 1, y casi la misma pérdida de presión en los canales de flujo rectos largos y grandes diferencias en las zonas convergentes del material 2, si la plastificación se tiene en cuenta.
Conclusión
La plastificación final a través de la extrusora de alimentación CONTIFEED genera las siguientes ventajas:
La plastificación mediante la CONTIFEED permite la reducción de la viscosidad de cizallamiento y de la viscosidad de alargamiento que es adecuada para la determinación en secciones convergentes. De este modo, los datos generados por la CONTIFEED están claramente mejor indicados para la simulación de procesos que los procedimientos de prueba convencionales con homogeneización estática pura.